
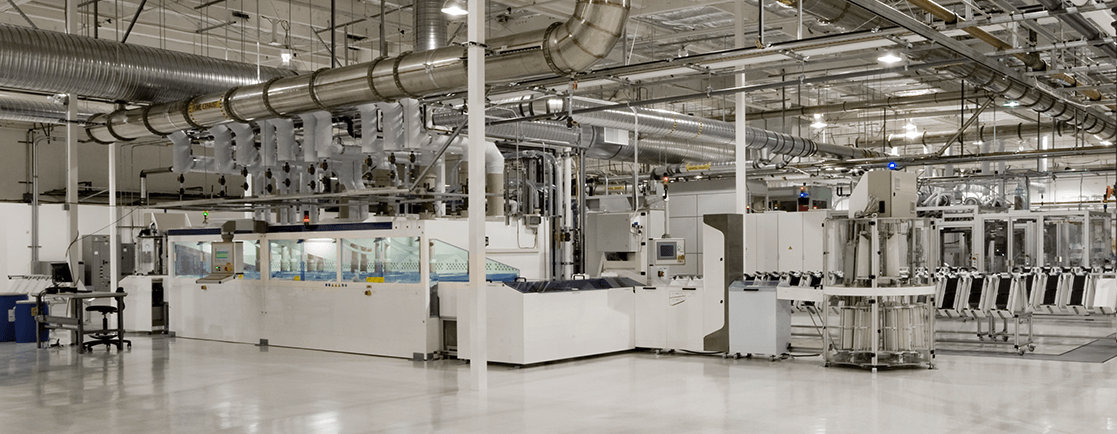
A Paradigm shift in the
為你的機台創造更高的性能橡塑膠產業
冰水機和冷水機是工業製程中常見的冷卻設備,它們在橡塑膠機器中的應用範圍十分廣泛。所以我們深入探討冰水機和冷水機在橡塑膠機器中的應用領域,包括射出成型機、中空成型機、押出機、橡膠成型等方面。
冰水機和冷水機的基本原理
首先,讓我們了解一下冰水機和冷水機的基本原理。冰水機利用冷凝器和蒸發器之間的熱交換來將水冷卻至所需的溫度。冷水機則通過循環冷凝器中的冷凝劑來吸收熱量,從而冷卻水或其他冷卻介質。這些設備可以通過不同的冷卻介質,如水或冷卻劑,來達到不同的冷卻效果。
橡塑膠成型中的應用
橡塑膠注塑成型是一個常見的橡塑膠加工過程,它涉及將熔融的橡塑膠注入模具中,然後冷卻成型。在這個過程中,冰水機和冷水機可以通過冷卻模具來幫助固化橡塑膠,從而獲得所需的形狀和尺寸。此外,它們還可以幫助控制模具的溫度,從而確保產品的質量和外觀。
橡塑膠押出和成型中的應用
橡膠押出和成型是另一個常見的橡塑膠加工過程,它涉及將橡塑膠材料押出或成型成所需的形狀。在這個過程中,冰水機和冷水機可以通過冷卻押出機或成型機來幫助固化橡膠,從而獲得所需的硬度和彈性。同時,它們還可以幫助控制機器的溫度,從而確保產品的品質和性能。
其他應用領域
除了橡塑膠注塑成型和橡膠押出和成型之外,冰水機和冷水機還可以應用於其他橡塑膠機器的冷卻過程中。例如,在橡膠混煉過程中,需要將橡膠和添加劑混合在一起,然後冷卻以固化混合物。同樣地,在橡膠製品的後處理過程中,也需要使用冷卻設備來控制產品的溫度,從而達到所需的硬度和彈性。
總結
總的來說,冰水機和冷水機在橡塑膠機器中的應用領域非常廣泛,涵蓋了橡塑膠注塑成型、橡膠押出和成型等各個方面。它們通過冷卻設備來幫助固化橡塑膠和橡膠,從而獲得所需的形狀
為你的機台量身訂製
我們能解決所有機器產生的額外熱量或過熱的問題。
探索靖達精密科技的相關應用機台









代表 機台設備
射出成型機
中空成型機
半導體相關機械
面板製造相關機械
押出機與押出機整廠設備
押出淋膜機
印刷機
UV 機械
墨輥
回收機械
發泡機械
超聲波清洗機
食品機械
化學相關機械
藥品相關機械
油壓機
各種產業的冷卻設備
我們能解決所有機器產生的額外熱量或過熱的問題。


